|
Die
Ansprüche der Flötisten sind in den letzten zehn Jahren beträchtlich
gestiegen, so dass die Instrumentenbauer zu vielen Neuerungen und
Veränderungen gezwungen wurden. Schnelle Ansprache in der Höhe,
kräftige Tiefen, hervorragende Intonation und edle Klangfarben gehören
nunmehr zu den Grundvoraussetzungen eines jeden Spitzeninstruments.
Der
Bau eines Instruments hat sehr viel mit Leidenschaft und Liebe zur
Blockflöte zu tun, verlangt aber vor allem sehr viel Zeit und 100%
Präzision. Meine funktionell eingerichtete Werkstatt ermöglicht mir
eine große Flexibilität in der Herstellung von Instrumenten – so kann
ich mühelos vom Bau eines Rafi Tenors zum Bau einer barocken
Sopranblockflöte wechseln. |
|
Ich
überprüfe verschiedene Aspekte meiner Arbeit mit einem stereoskopischen
Mikroskop (Genauigkeit der Schneidekanten, Oberflächenbeschaffenheit,
Porösität verschiedener Materialien…). Diese Vorgehensweise
verdeutlicht mein Konzept des Instrumentenbaus: Ich überlasse nichts
dem Zufall, weder die Marke des Schleifmittels, die Einwirkzeit des
Leinöls, noch den Stahl und das Schärfen meiner Werkzeuge ... alles
wird getestet, kontrolliert und regelmäßig in Frage gestellt. |
 |
Phase 1 : Entwurf eines Instruments.
Im Laufe ihrer Geschichte hatte die Blockflöte viele verschiedene
Griffweisen und verschiedene Stimmungen. Aus praktischen Gründen wird
heute die Stimmung in a’=415 oder a’=440 Hz bevorzugt. Blockflöten in
a’=460 Hz werden vor allem als Renaissance-Consort-Flöten für ein
spezifisches Repertoire gebaut. Zu den am meisten verbreiteten
Griffweisen zählen die moderne Griffweise, auch barocke Griffweise
genannt, die historische Griffweise oder Hotteterre-Griffweise und die
Ganassi-Griffweise, die der historischen Griffweise auf den ersten
eineinhalb Oktaven entspricht.
|
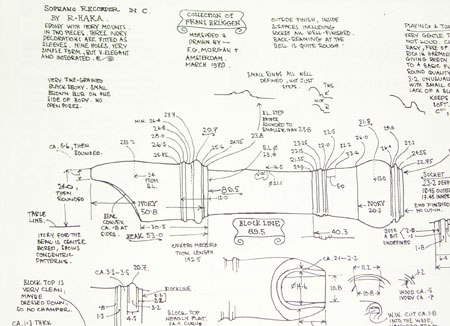
Die
Vielfalt an Griffweisen und Originalstimmungen zwingt den Flötenbauer
in den meisten Fällen dazu, historische Modelle anzupassen. Einige
Modelle wurden von Instrumentenbauern sorgfältig aufgezeichnet und
ausgemessen. Vor allem Fred Morgan hat uns interessante Aufzeichnungen
von höchster Präzision und Detailtreue hinterlassen. |
 |
Die
Änderung der Stimmung erfolgt durch recht einfache homothetische
mathematische Gleichungen. Sie zieht aber unweigerlich eine Änderung
der Klangfarbe des Instruments nach sich. Oft muss auch die Griffweise
angepasst werden. Die moderne Griffweise, auch barocke Griffweise
genannt ist heute leider beinahe unumgänglich geworden. Die Griffweise
der Blockflöte wurde im Laufe der Geschichte so oft geändert – war es
wirklich nötig die moderne Griffweise einzuführen? Ich selbst hätte ein
Beibehalten der Hotteterre-Griffweise bevorzugt, da sie ein viel
originalgetreueres Spiel der Blockflöte ermöglicht. Allein, die moderne
Griffweise ist heute so verbreitet, dass es nicht sehr wahrscheinlich
ist, dass sie je wieder abgeschafft wird.
Auch
der Tonumfang muss manchmal angepasst werden, wie z.B. bei Ganassi-
oder Renaissance-Flöten. In der Abhandlung von Sylvestro Ganassi findet
sich die Grifftabelle einer Flöte mit sehr großem Tonumfang. Viele
Musiker verlangten daher nach einer Flöte mit genau demselben
Tonumfang, wenngleich dieser in den auf die Grifftabelle folgenden
Diminutionsbeispielen nie ausgeschöpft wird, was den Schluss zulässt,
dass es zu schwierig war, die Flöte über den ganzen Tonumfang mit der
notwendigen Leichtigkeit zu spielen. Die Blockflötenbauer wurden daher
mehr oder weniger dazu gezwungen, ein Instrument zu bauen, das über
zweieinhalb Oktaven spielbar ist, freilich ohne eine wirkliche
historische Begründung.
Ein
weiteres Problem betrifft die Temperierung. Unsere modernen Ohren sind
an gleichmäßig temperierte Instrumente gewöhnt, wobei ungleichmäßige
Temperierungen den Instrumenten eine besondere Klangfarbe und eine
besondere Ausdrucksfähigkeit verleihen, auch im Solo-Einsatz. Zum
Festlegen der Temperierungen stellen elektronische Stimmgeräte eine
wertvolle Hilfe dar, sind jedoch mit Vorsicht zu genießen. Ich möchte
allen Flötisten empfehlen, das Stimmgerät mit Bedacht einzusetzen.
Durch das Stimmgerät wurden Flötenbauer dazu gezwungen, sich mehr und
mehr der gleichmäßigen Temperierung anzunähern, die aber für die
Blockflöte wenig interessant ist. Man kann z.B. Abweichungen von bis zu
35 Cents zwischen zwei Noten (Cis und Es z.B. ) auf einer perfekt
intonierten Flöte feststellen ... die mitteltönig temperiert ist! Zu
den bekannteren Stimmungen zählt die Valotti-Stimmung, die ich für
barocke Instrumente empfehle, falls Sie davon noch nichts gehört haben
sollten.
Sobald die Planung abgeschlossen ist, beginnt der eigentliche Herstellungsprozess.
Die
verwendeten Hölzer müssen mindesten 4 bis 5 Jahre getrocknet worden
sein, falls möglich noch länger. Im Idealfall kann man über ein gut
bestücktes, von einem vorausschauenden Verwandten angelegtes Lager
verfügen... wie das bei mir der Fall ist. Mein Vater legte nämlich von
1975 bis 1980 ein gut gefülltes Lager mit Buchs, Ahorn, Birne,
Grenadill, Palisander und Bubinga an, einen Vorrat, den ich natürlich
regelmäßig aufstocke, damit mir auch in Zukunft nie das Rohmaterial
ausgeht.
Eine
lange Trocknungszeit alleine, genügt jedoch noch nicht. Ich lege
besonderen Wert darauf, dass das Holz sich zwischen den verschiedenen
Fertigungsphasen einige Monate ausruhen kann - - zwischen dem Schneiden
des Rohlings, Bohren, Drehen und der Feinarbeit liegen jeweils zwei bis
drei Monate. Buchsbaum erfährt eine Sonderbehandlung: Zur Ergänzung des
Trocknungsprozesses, kommt das Holz in ein warmes Ölbad, das die
Spannungen im Inneren des Holzes löst, die sich im Laufe der Zeit
gebildet haben.
|
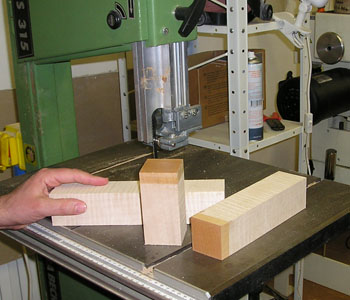
Der
Anfang ist gemacht: Mit einer Bandsäge wird der Rohling geschnitten.
Bereits in diesem Stadium erfolgt eine sorgfältige Auswahl der besten
Stücke. |
 |
 |
Vor dem Drehen werden die Ecken entfernt. |
|
Das
Abrunden und Ablängen erfolgt durch eine NC-Drehmaschine, die für eine
hohe geometrische Präzision des Werkstücks sorgt. Das erleichtert das
Bohren und Räumen und führt zu besseren Ergebnissen. |
 |
Erneut
wandern einige Werkstücke von der Werkbank in den Mülleimer, da der
erste Drehvorgang oft Makel ans Licht bringt, die im Inneren des Holzes
verborgen waren.
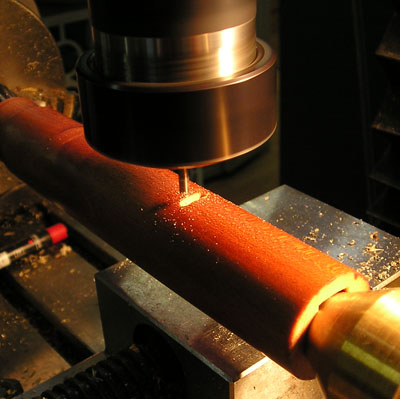
Nun
wird das Werkstück gebohrt: Um das Werkstück besser zentrieren zu
können, bleibt der Bohrer fix und das Werkstück dreht sich. Mit einer
Vorrichtung, die das Material grob entfernt, wie z.B. ein
Luftdruckbohrer, wird ein erstes zylindrisches Loch gebohrt.

Der
Druckluftbohrer ermöglicht eine präzise Bohrung ohne Erhitzung, da das
abgetragene Material laufend durch Druckluft entfernt wird.
Die
Feinarbeit erfolgt mit einem speziellen Werkzeug, einem sogenannten
Löffelbohrer oder Räumer. Im Gegensatz zum klassischen Spiralbohrer,
der nur mit seiner Spitze schneidet und daher nur ein zylindrisches
Loch bohren kann, hat der Räumer eine Schneidekante auf seiner ganzen
Länge. Damit kann der Flötenbauer konische Bohrungen von bester
Oberflächenqualität erzeugen. Da der Räumer seine eigene Form im
Inneren der Vorbohrung reproduziert, können damit komplexe Formen
erzeugt werden. Für jede Form, d.h. für jede Flöte, wird ein eigener
Satz von Räumern benötigt. Räumer sind sehr wichtige, speziell für die
Herstellung von Blasinstrumenten benötigte Werkzeuge.
|
Ich
stelle meine Räumer selbst in meiner Werkstatt her, wo ich sie mit
einer Hochpräzisions-NC-Anlage drehe. Die Schneidkanten werden mit
einer Fräsmaschine - eine Maschine, die in meiner Werkstatt wertvolle
Dienste leistet - gefertigt. |
 |
 |
|
Um
den gebogenen Windkanal zu schneiden, benutze ich eine speziell von mir
dafür ausgelegte Maschine, die die benötigte Krümmung mit höchster
Präzision Umsetzt. |
|
Das Ergebnis ist ein Rohling, der der endgültigen Form schon ziemlich nahe ist, eine gute Ausgangsbasis für meine Arbeit. |
 |
|
Das
Drechseln erfolgt bei einigen Flöten von Hand, bei anderen mit
computergesteuerten Drehautomaten. Diese liefern mittlerweile so
hervorragende Ergebnisse, dass man darüber hinwegsieht, wie schwierig
sie in der Bedienung sind. Der Drechselprozess, ob manuell oder
maschinell durchgeführt, ist für die Ästhetik des Instruments
bestimmend. Die eigentliche künstlerische Arbeit als Flötenbauer, die
nur mehr von Hand und durch das Gehör durchgeführt werden kann, beginnt
jedoch erst später. |
 |
 |
|
Durch
das Schleifen, Polieren und Beizen erhält jedes Instrument seinen
eigenen unverwechselbaren Charakter. Mit immer feiner werdendem
Schleifpapier (bis hin zu Korngröße 1200) und einer Behandlung mit
Polierpaste wird die Oberfläche behandelt. Die Qualität des
Endergebnisses hängt hierbei natürlich auch zum Teil von der Qualität
des vorangegangenen Drehprozesses ab. |
Flöten
mit schlichter Form, wie z.B. Ganassi- und Rafi-Flöten
können „französisch“, d.h. mit Schelllack lackiert werden, wenn
sie aus hellem Holz und nicht gebeizt sind. Flöten von komplexerer Form
oder aus dunklerem Holz, wie z.B. Grenadill, werden einfach nur poliert.
Die
zukünftige Flöte kommt nun in ein Bad aus Leinöl, damit ihre
akustischen Eigenschaften verbessert werden und die Flöte möglichst
wenig Feuchtigkeit aus der Umgebung aufnimmt. Das Beizen erfolgt im
alten Stil, u.a. mit Salpetersäure, nach einem genau festgelegten
Verfahren. Das Ergebnis ist von außergewöhnlicher Langlebigkeit, wie
historische Instrumente beweisen, die auf dieselbe Art gebeizt wurden.
|
Der Aufschnitt wird gefräst, der Flötenkopf wird dabei durch ein spezielle Spannvorrichtung fixiert. |
 |
 |
|
In
meiner Werkstatt verfüge ich über eine 4-Achsen-Fräsmaschine, mit der
ich verschiedene Aufgaben durchführen kann, darunter auch das Bohren
der Tonlöcher. Gewiss, die Maschine ist „leicht überqualifiziert“ für
diese Aufgabe, sie ermöglicht aber eine große Präzision, v.a. im Bezug
auf den Drehwinkel. In Ermangelung einer solchen Maschine, muss das
Tonloch sorgfältig eingezeichnet und mit einem herkömmlichen Bohrer
gebohrt werden. |
Mit dieser Maschine lassen sich auch hervorragende Rohlinge für alle gängigen Modelle herstellen.
|
Ein hervorragend bearbeitetes Werkstück ohne Unreinheiten. |
 |
Nun
verlassen wir Drehmaschinen, Bohrer und andere technische Hilfsmittel
und beginnen mit der eigentlichen Arbeit, die aber auch den
interessantesten Teil der ganzen Herstellung darstellt. Sie erfolgt auf
meinem Schreibtisch mit ganz einfachen, herkömmlichen Werkzeugen.
|
Das Labium wird von Hand mit einem Holzmeißel oder Stechbeitel gearbeitet und mit speziellen Werkzeugen verfeinert. |
 |
 |
|
Der Block wird aus einem Zedernholzstück hergestellt, in das zuvor zwei sog. Schultern gedreht werden. |
|
Der
Block wird so lange an den Flötenkopf angepasst, bis er ohne
Kraftanwendung in den Flötenkopf geschoben werden kann und ihn
vollständig abdichtet. |
 |
 |
|
Der
Windkanal wird mit feinem Schleifpapier bearbeitet. Labium und Fenster
werden mit diversen Kleinwerkzeugen wie Feinfeilen oder Skalpellen
nachgearbeitet.
|
|
Das
Skalpell wird auch dazu verwendet, die Tonlöcher von Mittelstück und
Fußteil zu unterschneiden, wodurch die Feinstimmung der Flöte erfolgt.
|
 |
Gewisse
Elemente reagieren während der ersten Lebensstunden der Blockflöte sehr
empfindlich auf Feuchtigkeit und bedürfen zahlreicher Nachbesserungen
bevor das Holz seinen endgültigen Platz einnimmt und stabilisiert ist.
Einige
Eigenschaften der Flöte können objektiv bewertet werden: Wendige Höhen,
stabile Tiefen, Stimmung … Der Klang, die Leichtigkeit, mit der
musikalische Ideen ausgedrückt werden können und der Spielkomfort sind
jedoch viel subjektivere Aspekte eines Instruments. An diesem Punkt
wird der Flötenbauer wirklich zum Künstler, indem er der Flöte ihren
ganz eigenen Klang und ihre eigene Persönlichkeit verleiht. Die Arbeit
am Kopfstück erfordert Präzision, große Sorgfalt und viel Zeit.
Die
Flöte wird gespielt, probiert und überarbeitet – unzählige Male, bis
sie zu einem einzigartigen, unverwechselbaren Instrument wird. Ein
Instrument, das seinem Besitzer eine immense Vielfalt an musikalischen
Ausdrucksmöglichkeiten ermöglicht – ein Instrument, welches das
Musizieren zum wahren Vergnügen macht!
|
