|
I use a
stereoscopic microscope to check different aspects of
manufacture (sharpness of cutting edges, condition of
surfaces, porosity of different types of wood), which
illustrates my whole approach to my work. Nothing is
left to chance be it the brand of abrasives I use, the
length of immersion time in linseed oil, the steel
quality of my tools, the sharpening processes, etc,
everything is tested, checked and regularly revised. |
 |
The design of the instrument.
Many different fingerings and pitches have been used during the
history of the recorder. For practical reasons, the pitches most
used today are 415 and 440 Hz. The 460 pitch applies essentially to
Consort Renaissance recorders, used for a specific repertoire. The
most common fingerings are the Baroque, the ancient (or Hotteterre),
and the Ganassi fingering (similar to the ancient fingering on the
first octave and a half).
|
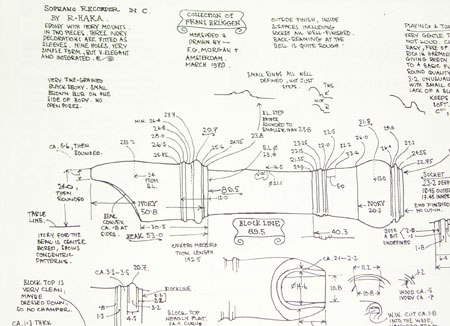
Because of this
multiplicity of fingerings and pitches, more often than not
the recorder maker must base his work on historical models.
Some of these were measured and drawn with great care by
their manufacturers. Fred Morgan, especially, left us
extremely interesting, precise and detailed plans. |
 |
The
conversion of the pitch is done following very simple homothetic
mathematical relations but there is an inevitable modification of
the tone of the instrument. Often, the fingering has to be adapted.
Modern fingering (erroneously called Baroque) is unfortunately
unavoidable today. Since recorder fingering has changed so often
during the history of the instrument, was it really necessary to
invent this one? I would have preferred to keep the Hotteterre
fingering, since it facilitates playing on instruments nearer to the
originals, but modern fingering is so widespread today that it is
unlikely to be abandoned.
The range must sometimes
be increased, as is the case with the Ganassi recorder or the
Renaissance recorder. In his Treatise, Sylvestro Ganassi included a
fingering table for a recorder with a vast range, so it seemed
reasonable for musicians to demand such an instrument. However,
since this range was not entirely used in the examples of
diminutions which followed, we presume it was not that easy to play
it. The makers were thus led to make this flute fit for use over two
and a half octaves, but without real historical justification.
Another problem is the
temperament. Our modern ears are used to the homogeneity of the
equal temperament but unequal temperaments bring a color and unique
expressivity to instruments, even in solo works. The electronic
tuner is a precious aid but should be used with precaution. I advise
all musicians to use this excellent tool with circumspection. By its
use, we have compelled manufacturers to come nearer and nearer to
using equal temperament, which presents little interest for a
recorder. Deviations of 35 cents between two notes (Do sharp and Mi
flat for example) can be found on a perfectly tuned flute with
Mesotonic temperament. Among the best known, the most moderate
temperament is Valotti, which I recommend to you for baroque
instruments if you are a novice.
Making the recorder
The wood used must be left
to dry for four or five years, more if possible. The ideal is to
have a stock of wood cut or bought by a far-sighted parent. Happily,
my father assembled a stock of boxwood, maple, pear, African
blackwood (grenadille), Brazilian rosewood and bubinga during the
years 1975 to 1980. Of course, I renew this stock regularly for
future use.
But length of the drying
period is not the only criterion. I attach a particular importance
to letting the wood rest for some months between the diverse phases
of manufacture. I let two or three months elapse between the
roughing out, boring, turning and finishing operations. Boxwood
undergoes a specific treatment: it is plunged into hot oil to
complete drying and eliminate the internal tensions which have
accumulated during growth.
|
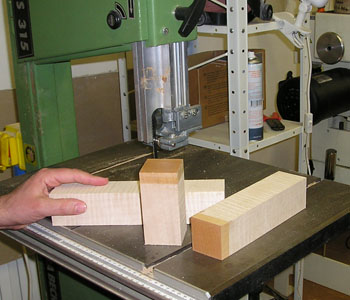
Cutting up lengths
is done with a band saw.
Strict selection is already carried out at this stage. |
 |
 |
The corners are
removed before turning |
|
Rounding off and
cutting lengths are done on a CNC lathe to guarantee
geometric precision. This simplifies the drilling and
boring operations and gives a better final result. |
 |
Again, some pieces go from
the workbench to the dustbin as the first turning operation can
reveal hidden faults inside the piece.
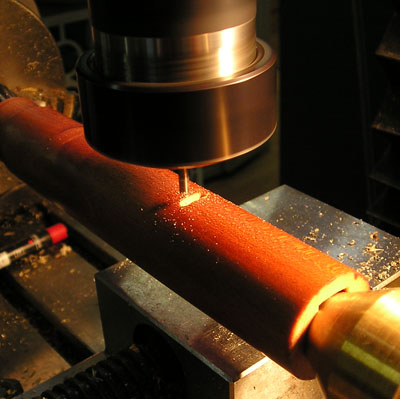
Drilling is the next
operation. To obtain better centering, the wood turns and the drill
stays immobile. A first cylindrical hole is made with a tool which
takes away a great deal of material, such as an air drill.

With this type of tool
precise drilling can be done without generating heat as the shavings
are progressively evacuated by compressed air.
Finishing is done with a
special cutting tool called a "reamer". Unlike the classic
helicoïdal drill which cuts at its extremity and can therefore only
make a cylindrical hole, the reamer has a cutting blade along its
whole length, making a conical hole with a excellent finish. The
reamer reproduces its own shape inside the drilled hole, thus making
it possible to obtain a bore of complex form. A different reamer is
required for each interior form . Reamers are very important tools,
specific to the manufacture of wind instruments.
|
I make mine in my
workshop where they are turned on a high precision CNC
lathe. The blades are cut with a milling machine, a very
useful tool to have in a workshop. |
 |
 |
|
To cut the windway,
I use a machine I have specially adapted which allows me to
duplicate the appropriate curve inside the head of the
recorder with great precision. |
|
The result is a
rough cut close to the final objective which gives me a good
foundation on which to work. |
 |
|
Turning is done by
hand for some instruments or with a digital command lathe
for others. This complicated machine executes work of such
high quality that one forgets how difficult it is to
operate. Whether or not it is done by hand, turning creates
the aesthetic appearance of he recorder but the actual
creative part, which gives the instrument its individual
sonority, comes much later in the process. |
 |
 |
|
Polishing and
staining gives a unique character to each instrument. Finer
and finer abrasives (up to grain 1200) are passed one after
the other and the piece is then finished with a polishing
paste. The final result depends in part on the sharpness of
the tools used for turning. |
Recorders of simple form
like the Ganassi and the Radi can be varnished French fashion with
shellac, particularly if they are in light-colored wood and not
stained. Those more complex in form, like baroque recorders or those
in darker wood like African blackwood are simply polished.
In all cases, the recorder
is treated with linseed oil to improve its acoustic qualities and to
limit exchanges of dampness with the air. Staining is done in the
old style using nitric acid, among other things, and following a
strict process of preparation and finishing. This type of stain has
shown an exceptional resistance over time as we can see from
historical instruments.
|
The window is cut
on a milling machine, the head of the recorder being held on
a special support. |
 |
 |
|
I have a 4-axis
piloted milling machine to realize different operations,
notably drilling the finger holes in the body. Of course,
this machine is over-sophisticated for such work but it
offers great precision, notably for drilling at an angle.
Failing this, one can trace the hole and use a traditional
drill press. |
I also make excellent
rough cuts of blocks for the most common models with this machine.
|
An excellent result with a nice, clean cut. |
 |
From this moment on,
lathes, drills and other machines are set aside. Now we have the
most time-consuming and interesting part of the work which I do at
my desk with simple traditional tools.
|
The labium is cut
by hand with a wood chisel and finished with special tools.
|
 |
 |
|
The block is
carved in a piece of cedarwood after two shoulders have been
turned corresponding to the inside diameter of the head,
which serve as points of reference. |
|
It is dovetailed
into the head of the recorder to give a perfect fit without
forcing. |
 |
 |
|
The windway is
worked with fine abrasives and the window finished with
diverse small tools like fine files and scalpels. |
|
The scalpel is
also used to flare out the holes of the body and foot, which
is one of the methods of tuning the recorder.
|
 |
Some types of wood are
sensitive to humidity in the first few hours of life of the
instrument and require many adjustments before the wood settles down
and stabilizes.
Some aspects of the
finished recorder can be judged objectively: ease in the higher
register, stability in the lower register, the pitch. But the
sonority, the ease of interpreting the musical intention and the
comfort of playing are much more subjective. This is when the
recorder maker can become really creative, as he models the sound
and personality of the instrument. The regulation of the beak is a
work of great finesse, which requires delicacy and patience.
The recorder is played,
tried out then adjusted as often as necessary until it becomes a
unique instrument facilitating easy musical expression and giving
the player a real pleasure. |
